
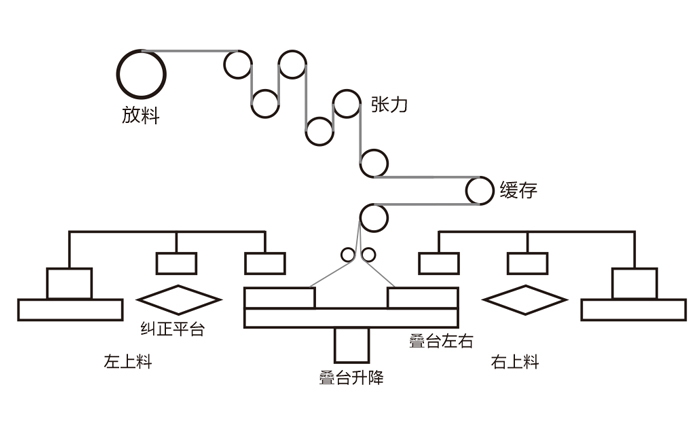
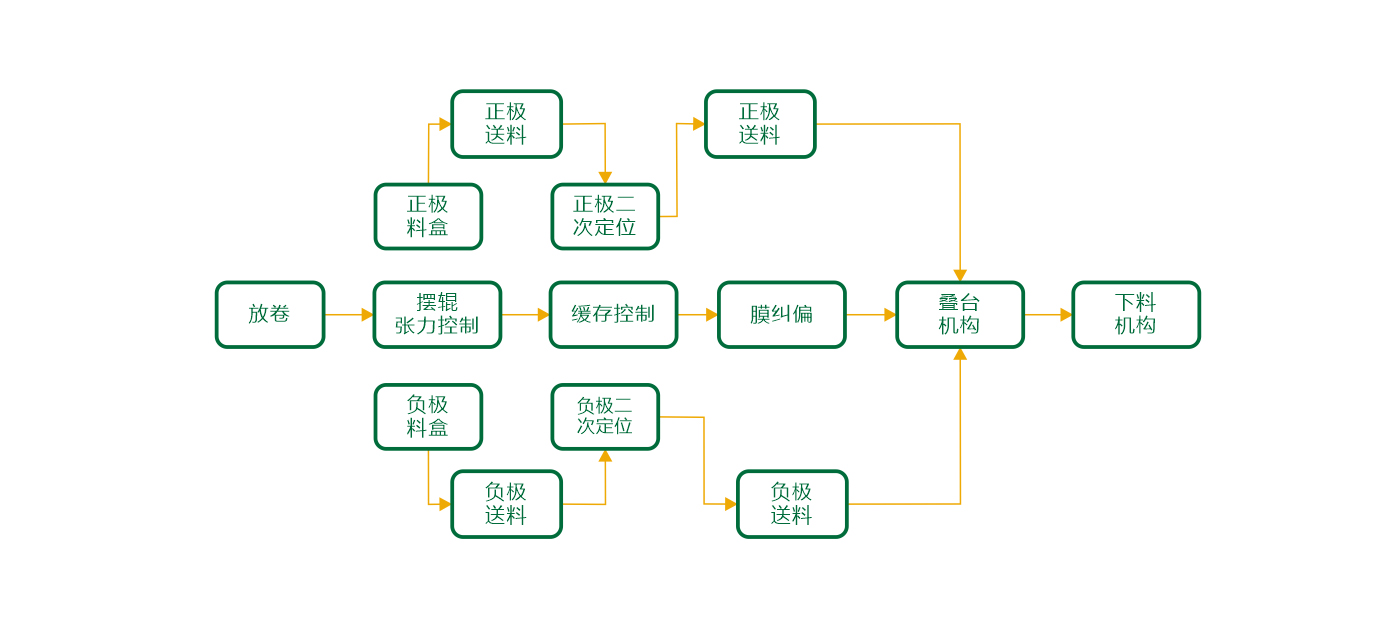
疊片機将正、負極片裝(zhuāng)入料盒中(zhōng),機械手左右運動,在正、負極料盒中(zhōng)拾取極片,經二次定位,交替将正、負極片放在疊片台上。隔膜主動放卷,疊片台帶動隔膜左右往複移動形成Z字疊繞。疊片完成後,按照設定長(cháng)度切斷,自動送出人工(gōng)貼膠。在疊片機工(gōng)藝流程中(zhōng),最大的難點就是張力控制、抑制振動控制。張力不穩定,輸送過程中(zhōng)極易造成隔膜對齊度不夠。
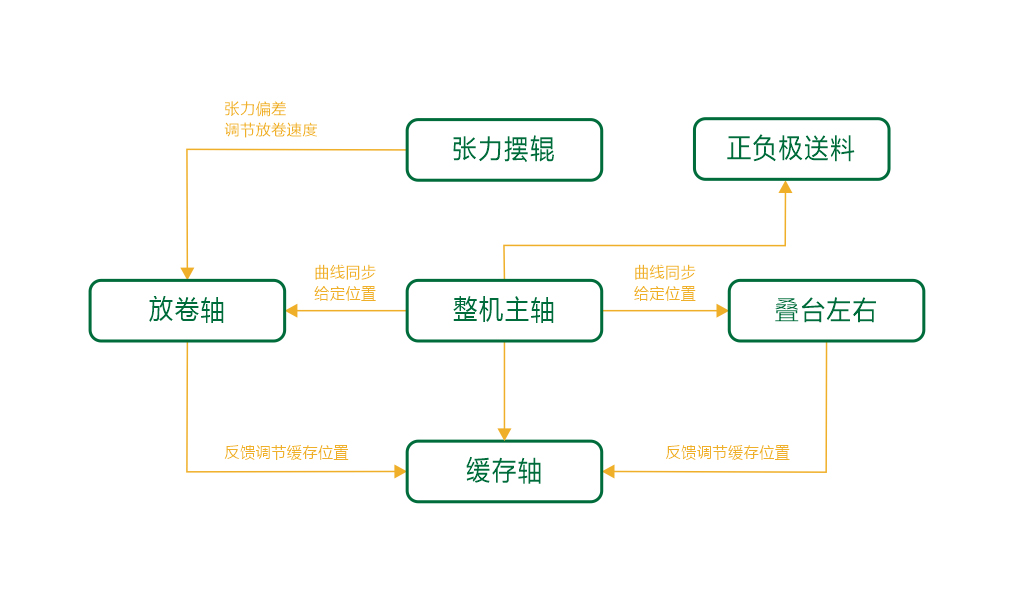
運用(yòng)放卷卷徑與角速度之間關系運算算法,保持相應的速度比例,跟随虛拟主軸同步運轉,實現連續放卷。
采集擺輥位置的反饋信号,運用(yòng)PID算法實時調節放卷線(xiàn)速度,确保極片放料速度與牽引速度平衡,精(jīng)确控制張力擺輥的幅度在正負0.6度以内。
緩存控制與張力控制相輔相成。主要運用(yòng)相關位置控制算法,精(jīng)确控制緩存軸位置,保持極片牽引前進距離與極片放卷長(cháng)度的相對平衡關系,在一定程度上增強了張力穩定性。
整機控制采用(yòng)凸輪曲線(xiàn)同步方式,曲線(xiàn)規劃平滑處理(lǐ)。

基于PC、ETHERCAT總線(xiàn)通訊、能(néng)同時帶256根伺服軸、雲計算、大數據、深度學(xué)習、語言、視覺、傳感...

訂貨信息:RT7000系列遠(yuǎn)程插片式IO
